![]()
eMail an Thermografie Schweiger
Anschrift:
Harald Schweiger
Schmiedestraße 1
D-99707 Kyffhäuserland/Thüringen
Tel.: 03632-700194
Fax: 03632-544902
Funk: 0172- 7145760
Mail
thermo@online.de
Mobile Thermografie Steuer-/Meßeinrichtung für Druckgussanlagen (eignet sich ohne pneum. Kameraklappe
und Windvorhang nahezu
unverändert auch für den Kunststoff-Spritzguss)
Zum Thema Kunststoffguss habe ich ständig aktuelles Material, auch zu den Möglichkeiten der Bildfusion IR/visuell
an modernen Kameras und Software Bitte anfordern !
FLIR Software
Im Kunststoffguß sind Werkzeuge fast immer spiegelblank und dadurch berührungslos kaum meßbar ! Diese Aussage gilt uneingeschränkt auch für die verbreiteten Handpyrometer mit Laserpunkt/kreis. Beschichtung der Oberfläche zur Erlangung eines Referenzbildes, analog dem Al-/Mg-Druckguß ist selten möglich, weil die Oberflächen i.d.R. zu empfindlich sind. Praxistip: In einigen Fällen kann man sich mit Kreidespray der Fa. Dönges behelfen, das sich mit Wasser und Sidolin (Isopropyl) wieder abwaschen läßt. Vorsicht, es trocknet gern an anderer Stelle wieder an ! Dafür hat der Kunststoff selbst eine positive Eigenschaft. Bei 7...14 µm strahlt er mit homogener und sehr hoher Emissivität (0,96...0,98). Das bedeutet, über das Teil (im Moment der Entformung) erschließe ich die Werkzeugtemperatur. Das klappt sehr gut auf der Auswerferseite. Praxistip: Die Kamera sollte fernsteuerbar sein und unbedingt auf ein Stativ (bspw. Magic Arm von Manfrotto). Ich nutze öfters die Form als Spiegel, um die nichtsichtbaren Bereiche des Teils zu zeigen. Dies setzt 1. gespeicherte Bildfrequenzen ab 5 Hz und 2. günstigen Kamerastandort voraus. 1. ist für akt. IR-Kameras Standard (intern fast durchweg 50 Bilder/Sek). Allerdings sollte man eine Kamera nutzen, die dies auch nach außen gibt (Fire Wire, USB), oder mit hoher Frequenz intern speichert (Burst-Sequenz). Optimaler Kamerastandort ist manchmal schwierig und setzt ggf. mehrere IR-Optiken voraus (Weitwinkel, Extremweitwinkel, oder Messung "um die Ecke" mit Edelstahlspiegel. |
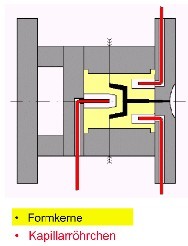
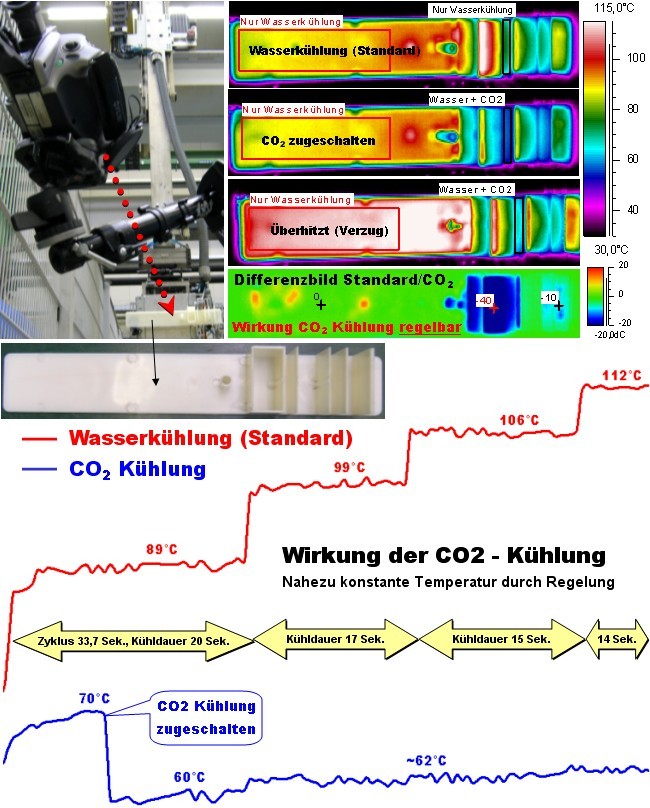
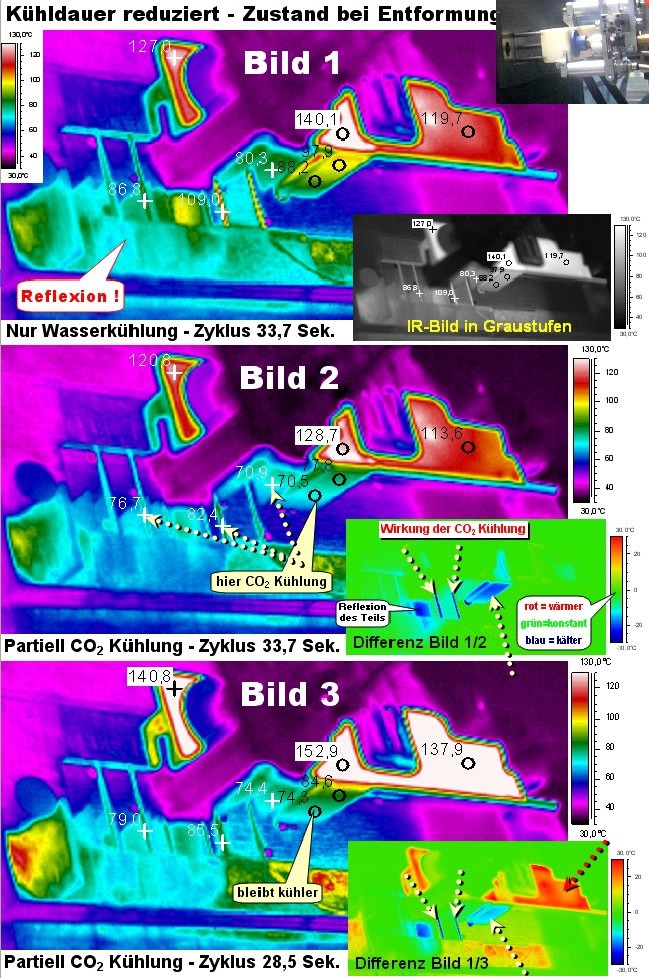
Geregelte CO2 Kühlung - für kritische Zonen |
 |
|---|
 |
 |